Складная лодка «Универсалка 2»- своими руками!
и уключины, и великолепная днищевая и бортовая тканевая резина, весла и т.д. Осталось за малым,- приобрести листовой пластик. Я рассматривал в качестве варианта и алюминий, но после знакомства со свойствами полипропелена( он ко всему прочему легче воды), окончательно утвердился на пластике. Сразу оговорюсь, с пропеленом ничего не вышло,- около 1000шек один лист, а мне минимум два нужно.
начальными условиями у меня были следующие: складная лодка, с максимальной сложеной длиной 1.5 м, 2-х местная с грузоподъемностью не менее 180 кг, абсолютной плавучестью, т.е. не тонущая даже при полной заливке водой , кормовая, килевая с переходом киля на минимум у кормы, устойчивая при волнении, легкая при работе веслами и с небольшим собственным весом, с опцией под небольшой электромотор и с полезными приспособлениями, такими, как «комодик» для принадлежностей и коробками для прикормки под сидушками, легкими стойками под спининги и конечно же с минимальным временем на монтаж и демонтаж.
Во все эти параметры я уложился. Вес лодки 18 кг. А теперь ее размеры: в рабочем состоянии длина 2.5 м, ширина 0.95 м , высота бортов 0.3м, общая высота 0.45м ; в транспортном состоянии: длина 1.5м, ширина 0.3м, толщина пакета 0.08 м. Также в комплект входит 2 сидушки, кормовая вставка, трубки жесткости каркаса и весла.
Теперь о том, как пришлось достигать некоторых параметров. Плавучесть — вдоль бортов наклеены полосы из материала, похожего на солдатские матрасики( они не тонут и влагостойкие), такими же полосками обклеены сидушки и корма, все трубки каркаса пластиковые с заглушками в торцах, что не позволяет воде заполнять их, в крайнем случае, если этого будет недостаточно( хотя это маловероятно) я наметил на носу и корме лодки места для крепления 2-х поплавков, наподобие тех, которые у спасателей из известного сериала).
В качестве соединительного материала использовал резиновые полосы из днища, а кормовую гибкую часть из бортовой части своей «Уфимки», посаженые на клей с последующей проклепкой. Все работы проводил у себя в квартире, в отсутствии домочадцев,- благо при их приходе вся система легко пряталась за диван.
Вес лодки я указал -18кг. Себестоимость: 400 ш — пластик, 100 ш -клей и заклепки, 100 ш — труба и соединительные муфты для каркаса жесткости, 50ш — соединительные винты с барашковыми гайками и застежки для бортового пластика. Все остальное: резина и уключины от старой лодки, фанера на сидушки и под уключины — обрезки, окантовка по верху борта — обрезки труб для капельного полива.
А остальное — руки. А сколько она может стоить на продажу я не знаю, может сами рыбаки оценят? Что касается давления на нижний шов, то я основное давление (в сидячем положении )распределил на 3 шва, есть опция на соединение трубкой и боковые швы под косые опоры так же, как и килевую часть. Что касается настила, то достаточно деревянной решетки 50х60см между сидушками с двумя поперечными ребрами по очерку днища.
ЗЫ. Стоимость материалов указана в ШЕКЕЛЯХ.
Время изготовления, так, неспехом,- с неделю.
ого времени ушло на поиск подходящего пластика. Я ведь на пенсии, так вот, когда мои домочадцы уходили, я доставал все из-за спинки дивана и делал. Я уже писал, что резина, уключины и весла у меня были от лопнувшей лодки, а остальное — дело техники. Но сначала я сделал макет из тонкого пластика на 25 см.
А с этой лодкой мне было легче еще и потому, что она у меня вторая лодка-самоделка. Первой была каркасная из пластиковых труб и тонкого брезента. Она была в разобранном состоянии не длиннее метра. Короче мешок с трубками и чехол. Вот хочу еще и такую сделать. Та была еще легче, а при нынешнем выборе материала — бообще должна быть блеск.
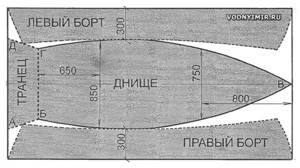
А насчет выкройки, то там все просто. Ширина полотна 30см, короткая деталь длиной 1 метр, носовая — 1.5 метра. Отступи от носового края 1 метр и сведи двумя дугами к середине. На фото хорошо видно. Но, советую всетаки начать с маленькой модели. Там вместо резины можно использовать скотч( клейкую ленту).
На моделе можно предусмотреть все возможные варианты, да и ошибки исправлять куда легче. Честно скажу, я названию пластика не предавал значения. Искал вначале полипропелен, так как он не ломкий и легче воды, но у него заоблачная( для меня) цена. Потом стал подбирать по принципу: помял, пощупал, поломал.
ей обыкновенный резиновый, но главное условие для склеивания: очистка, зачистка и обезжиривание склеиваемых поверхностей, и обязательная выдежка мин. 15 мин.после нанесения клея, перед соединением. И еще считаю очень важным края резиновых полос вдоль всей длины лодки дополнительно оклеить тонкими полосками прорезиновой ткани, как у фабричных лодок.
Насчет изменений. Уже изменил: лодка расчитана на 2-х человек, но при одном человеке центр тяжести переходит к «носу» лодки и он опускается, а корма поднимается, происходит захлестывание волной, поэтому сидушку для гребца перенес ближе к центру тяжести, который легко опрелелить по макету-модели. Насчет высоты борта я исходил из максимальной раскройки стандартного листа.
Лодка двухместная по количеству сидушек и грузоподъемности.Веслами никого бить не надо, когда две в лодке, то сидушка вставляется ближе к «носу» лодки, а когда один, то на 30 см к корме. Насчет удобства, то естественно одному удобнее, но, при желании лодка выдержет и второго. Удачи!
Все соединения выполнены на заклепках или винтах с гайками. Обшивка выполнена из кровельной жести толщиной 0,2 . 0,3 мм. Листовые соединения обшивки — с двойным загибом и последующей пропайкой вдоль всех швов Крепеж обшивки с каркасом осуществляется при помощи припаянных с внутренней стороны секции лепестков. Такое соединение обеспечивает полную герметичности каждой секции. Внутренняя и внешняя стороны секции покрываются суриком, а затем красятся.
Секции лодки соединяются между собой стягивающими винтовыми разъемами.
Представленная лодка с деревянным каркасом тоже состоит из трех секций -носовой, центральной и кормовой. При желании кормовую секцию можно не пристыковывать, но тогда лодочка сможет взять только одного человека.
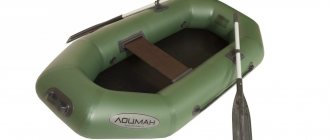
Что отличает заядлого рыбака от простого любителя? Не только наличие годового запаса крючков, три удочки да набор червей. У настоящего рыбака должна быть лодка! Да-да именно она! Можно купить лодку в магазине: резиновая стоит не дорого, но доверия не внушает, жестяная, же, заводского производства, обойдется совсем недёшево, хотя с чем это связано, мне не ясно.
Самое важное, что необходимо уяснить перед началом строительства лодки, все ваши субъективные представления о том, что такое лодка, какой высоты должны быть борта – отбросьте напрочь. Несоответствие конструктива элементарным правилам её строительства, отход от чертежей — может привести к трагическим последствиям, лодка будет имеет все шансы перевернуться, набрать воды или вовсе утонуть.
Итак, с чего бы начать. Прежде всего, необходимо определиться с материалом, из которого будет строиться лодка своими руками, будет это фанера или же доска. На мой взгляд, даже лучше фанера, так как она идет цельным куском. А это значит, меньше нужно будет думать о герметизации корпуса.

После того, как сделан выбор в пользу фанеры, можно приступать к вырезанию. Схемы, по которым вырезается конструкция, без труда находятся в интернете. Единой схемы нет, они индивидуальны — хотите Вы большую лодку или маленькую, с плоским днищем или нет и т.д. Конечно, самым правильным вариантом будет заказать уже готовый чертеж именно в соответствии с вашими требованиями. При таком подходе сводится к минимуму возможность образования различного рода ошибок в чертежах.
Предлагаем ознакомиться: Донные снасти своими руками — виды донных снастей, изготовление, установка
Как только Вы вырезали основные части, днище, борта, задний борт, можно приступать к сборке, склейке между собой. Тут уж необходимо принимать комплексные меры, для создания максимально прочного корпуса лодки. В одиночку Вам ни за что не справиться, необходимо как минимум 2-3 человека. «Гнуть» борта лучше всего вдвоем, а третий человек в это время будет их закреплять на саморезы, либо же на гвозди. После установки элементов на свои места, необходимо надежно проклеить собранный корпус профессиональным водостойким клеем.
Когда Вам удастся собрать корпус, можно приступать к изготовлению шпангоутов – это такой элемент, который придает жесткость корпусу лодки и позволяет сохранять правильную геометрию. Шпангоуты также необходимо вырезать по чертежу. Сказать навскидку, какими они должны быть по размеру – безусловно, нельзя.
Не забудьте сделать пропилы под стингеры – направляющие, что будут идти перпендикулярно шпангоутам и так же влиять на жесткость конструкции.
Кстати, пока будет сохнуть корпус конструкции, нужно будет установить временные рейки – распорки в верхней части бортов. Это необходимо для того, чтобы в процессе высыхания создалась правильная геометрия корпуса. Если где-то что-то немного отклонилось от нормы – не беда, шпангоуты это исправят.
ЛОДКА В «ЧЕМОДАНЕ»
Ещё во времена Советского Союза лодка «Джек Шпрот» английского яхтенного конструктора Джека Холта была популярна среди самодельщиков, благодаря бесстапельной сборке. Но разборных лодок среди них я не встречал.
Более 20 лет строю лодки по этой технологии. Последняя из них – четырёхсекционная складная лодка «Джек Пот» (рис 1). При её изготовлении использованы те же, но усовершенствованные технологические приёмы.
При строительстве лодки основное внимание уделял простоте и надёжности конструкции, внешнему виду, быстроте сборки, уменьшению номенклатуры используемых материалов, удобству транспортировки и хранения.
МАТЕРИАЛЫ, ИНСТРУМЕНТЫ И ПРИСПОСОБЛЕНИЯ
Для постройки лодки необходимы: лист фанеры размерами 1,5×1,5 м толщиной 15 мм и 5 листов 4-мм фанеры таких же размеров. Ещё понадобится подложка, на которой будут выполняться пропитка олифой, склеивание, покраска деталей.
Для пропитки потребовалось около 15 л олифы (покупать её сразу в полном объёме не следует – расход может быть и меньшим). Ниже будет описана как общепринятая, так и применяемая автором технология пропитки строительной фанеры олифой.
Рис. 1. Теоретический чертёж лодки «Джек Пот»
Соединение всех деревянных деталей лодки производится универсальным эпоксидным клеем ЭД11. Для приклеивания резиновых прокладок (для них был приобретён лист 3-мм резины) к стыковочным шпангоутам использовал универсальный клей «Момент».
Клей ЭД11 – двухкомпонентный (эпоксидная смола и отвердитель). Смолу выгоднее покупать в больших ёмкостях. На пластиковых ёмкостях имеются кольцевые выпуклости. Объёму смолы между двумя кольцами соответствует объём отвердителя (необходимого для полимеризации клея) между двумя метками, нанесёнными на этикетке стеклянной бутылочки, в которой он продаётся. Поскольку точная дозировка смолы по кольцевым меткам практически невозможна, то советую перелить смолу в стеклянную банку, а от освободившейся пластиковой ёмкости отрезать верх, оставив на первый раз выше дна пять меток. Теперь будет удобнее отмерять необходимое количество эпоксидного клея, наливая его тонкой струйкой из банки в полученную ёмкость.
Для перемешивания эпоксидной смолы с отвердителем. нанесения клея на склеиваемые поверхности, удаления его излишков сделал пластинку из 1,5-мм дюралюминия (можно и из стали) размерами 150×15мм с закруглёнными концами.
Ещё для нанесения клея при наклейке полос стеклоткани и «покраски» деревянных деталей (привальные брусья, подмоторная доска) нужно сделать кисточку со сменным помазком (например, из ткани), поскольку отвердевший клей удалить с него невозможно.
Рекомендую также обзавестись ножом с односторонней заточкой, как у ножа-«косяка».
Для сборки секции лодки необходимы две струбцины (а лучше иметь штук пять) с раствором не менее 55 мм и, возможно, несколько кирпичей.
ИЗГОТОВЛЕНИЕ ШПАНГОУТОВ
Изготовлении лодки начал с фанерных шпангоутов, которые вырезал из 15-мм листа – два одинаковых на каждый стык (рис.2).
Поделюсь с читателями опытом: ничего лучше цельного шпангоута из фанеры я не встречал: не надо никаких соединений футоксов (частей шпангоута) и книц (косынок) для этого.
Далее, стянув одинаковые шпангоуты хотя бы двумя струбцинами, «откалибровал» (сделал одинаковыми) пары стыковочных, зачистил их кромки наждачным кругом, закреплённым в электродрели.
Рис. 2. Рациональный раскрой шпангоутов на листе фанеры:
1 – лист фанеры (s15); 2 — самый большой по размерам стыковочный шпангоут между 2-й и 3-й секциями (счёт от кормы, 2 шт.); 3 – стыковочный шпангоут между 1-й и 2-й секциями (2 шт.); 4—стыковочный шпангоут между 3-й и 4-й секциями (2 шт.); 5 – направление древесных волокон (внешних, наименее качественных слоев шпона
Затем просверлил в них отверстия для крепёжных болтов М6: сначала разметил шилом, потом сверлил 3-мм сверлом, а по ним – 6-мм. Отверстия отстоят друг от друга на расстоянии примерно 150 мм, а от внешнего края шпангоута – на 20 мм (можно было отступить и 25 мм).
В дальнейшем, со шпангоутов, к которым обшивка приклеивается под острым углом, снимается малка – делается рашпилем скос по изгибу днища. Угол малки измерял на секции, собранной на проволочных скрутках. Вообще-то, можно сделать расчёт с достаточной точностью и пилить лобзиком под углом, но я пока по такой технологии не работал.
Готовый корпус секционной лодки «Джек пот»
Размеры стыковочных шпангоутов можно рассчитать, исходя из длины секций, начертив линии шпангоутов на всех трёх видах, показанных на теоретическом чертеже. Расстояния по двум краям выкройки от теоретического до стыковочного шпангоута можно вычислить как длину прямой линии, используя тригонометрические функции или теорему Пифагора. Но лучше сначала сделать разборную модель из картона масштаба 1:3 или 1:5.
ОБШИВКА
После изготовления шпангоутов приступил к выкраиванию листов обшивки секций из 4-мм фанеры. Для постройки секционной лодки необходимы достаточно точные заготовки обшивки (погрешности по длине не должны превышать 1 мм на секцию, а по ширине и для стыковочных шпангоутов – и того менее). Поэтому сначала выкройки сделал из листов ватмана и по ним производил подгонку размеров шпангоутов и обшивки (в основном погрешности оказались менее миллиметра).
Фанеру обшивки лучше пилить не электролобзиком, а ручной ножовкой с мелкими зубьями.
Направление волокон внешних слоёв обшивки днища совпадает с диаметральной плоскостью лодки. Внутренние накладки на днище имеют поперечное направление волокон. Пояс обшивки, примыкающий к днищу (между скулами), сделал «поперечным». Направление волокон обшивки бортов тоже совпадает с диаметральной плоскостью. Нагрузка от них, кроме шпангоутов, воспринимается ещё привальным брусом.
У обоих транцев направление волокон обшивки – горизонтальное. С обшивки малку не снимал, за что «заплатил определённую цену» в плане трудоёмкости изготовления, но она не столь значительна (об этом ниже). А вот прочность соединений обшивки на скулах при этом, возможно, даже Повысилась.
ПРОПИТКА
Традиционная технология пропитки лодки олифой проста. Олифу заливают в жестяную банку объёмом 0,8 – 1 л на 3 – 4 см ниже краёв, доводят до кипения, выливают внутрь секции и размазывают по бортам большой малярной кистью. Иногда разогревают и секцию. После того как олифа перестаёт впитываться со стороны внутренней поверхности обшивки, секцию переворачивают вверх килем. Той же малярной кистью наносят кипящую олифу из банки на внешнюю поверхность обшивки. Хранить кисть между работами по пропитке олифой надо в банке с ацетоном. После этого обшивка корпуса не красится ни снаружи, ни изнутри.
Если Вы азартный человек, то https://wulkansloty.com/lucky-haunter/ для Вас.
Предлагаемая технология пропитки фанеры олифой отличается от традиционной. Для этого имеется приспособление (рис. 3), представляющее собой стальной (из 1,2-мм листа) сосуд размерами 900x520x30 мм. Сосуд на специальной станине устанавливается на газовую плиту под углом 45°, и в него помещаются фанерные листы или шпангоуты. Необходимо отметить, что на края листов и поверхности шпангоутов, где будут наклеиваться стеклотканевые ленты, предварительно должна быть нанесена эпоксидная смола и к моменту пропитки она полимеризировалась. Далее в сосуд заливается олифа и нагревается до кипения. Обычно олифу с пакетом фанерных деталей довожу до кипения дважды и снимаю с плиты после остывания.
Рис. 3. Аппарат для полной пропитки кипящей олифой фанерных листов обшивки и шпангоутов:
1 – сосуд 900x520x30 (стальной лист s1,2); 2 – станина; 3 – бытовая газовая плита
В результате фанера полностью насыщается олифой, приобретает коричневый цвет. Вся обшивка и шпангоуты «Джек Пота» впитали ровно 15 л олифы. Полная пропитка обеспечивает отличную водостойкость и повышает прочность обшивки.
ТЕХНОЛОГИЯ СКЛЕЙКИ
Сначала листы обшивки собирал на проволочных скрутках (скрутками наружу корпуса, как показано на рис. 4). При этом туго закручивать скрутки проволоки не надо – для возможности небольшого, но свободного смещения соседних листов обшивки друг относительно друга и для удобства попадания проволокой в отверстие (стальная отпущенная вязальная проволока – диаметром 1,5 мм, медная – 1,8 мм). Эту операцию произвожу на столе. Когда все скрутки сделаны, можно их подтянуть пассатижами.
Рис. 4. Поперечный разрез скулового стыка листов обшивки секции (по проволочной скруте):
1,2- немал кованные листы обшивки лодки (фанера s4, пропитанная олифой); 3 проволочная скрутка (отожжённая стальная проволока Ø1,5, обрезается до скобки вровень с обшивкой); 4 – 1-й слой эпоксидного клея; 5 – первая стеклотканевая лента; 6 -2-й слой эпоксидного клея: 7 – вторая стеклотканевая лента, наклеенная поверх первой (число наклеиваемых лент – до 4-х); 8 – эпоксидная шпаклёвка (смола с древесными опилками)
Сборку секций начинал с днища. Шпангоут прикладывал нижней кромкой к листу обшивки днища (разницу убирал на шпангоуте). Затем аналогичная операция производилась со скуловыми и бортовыми обшивками.
Лодку «Джек Пот» проектировал с таким расчётом, чтобы переноска её в сложенном виде была возможна, как чемодана. – за ручку. Это накладывало ограничения на размеры пакета по вертикали (по моему росту — около 570 мм). Данное условие определило размеры лодки; длина – 2100 мм. ширина – 1157 мм.
Там где обшивка и кромки шпангоутов сопрягаются под тупым углом, щель между ними после сборки секции заделывается шпаклёвкой (рис. 9). Тупой угол с обшивкой во второй секции образуют два шпангоута, в третьей – один.
После оклейки стыков обшивки секций изнутри заделал треугольные пазы на скулах на стыке двух немал-кованных листов обшивки. Пазы заделывал тоже эпоксидной шпаклёвкой с древесной пудрой и после полимеризации клея зачищал излишки наждачным кругом с помощью электродрели (древесная пудра была собрана после зачистки привальных брусьев такой же насадкой).
Следующая операция – вклейка стыковочного шпангоута. Секция при этом находится в положении «оверкиль» (дном кверху, рис. 5) на столе достаточной площади. Струбцинами шпангоут поджимается к обшивке днища секции.
Рис. 5. Сборка секции (соединение шпангоутом с обшивкой; а, б, в, г – последовательность операций):
1 – листы обшивки секции лодки; 2 – стыковочный шпангоут: 3 – проволочные скрутки; 4 – струбцины; 5 – большие «мухи» 40×30 мм под направляющий гвоздь и два крепёжных гвоздя: 6 – направляющие гвозди; 7 – крепёжные гвозди; 8 – пластиковая ёмкость с эпоксидной смолой и закрепителем; 9 – лопаточка для перемешивания эпоксидного клея; 10 – участки шпангоута и обшивки с нанесённым эпоксидным клеем: 11 – загнутые крепёжные гвозди; 12 – крепёжные «двугвоздевые» «мухи»
Для выполнения этой операции из обрезков 4-мм фанеры нарезаются 80 -100 прямоугольников («мух») размерами 30×10 мм. У всех «мух» направление волокон внешних слоев шпона должно совпадать с большими сторонами. Крепёжные 25-мм гвозди забиваем через «муху» не до конца, а оставляя около 5 мм. и загибаем этот конец так, чтобы шляпка находилась на краю «мухи» -гвоздь в дальнейшем будет легче удалить (рис. 5). Сначала два гвоздя забиваю в «муху» недалеко от краёв, затем по очереди их загибаю, стремясь к тому, чтобы шляпка попала на угол «мухи» и немного свешивалась за край. Крепёжные гвозди забиваю на расстоянии 4-5 мм от края обшивки секции, совпадающей со стыковочной поверхностью шпангоута. Название «двухгвоздевая» «муха» вовсе не говорит о том, что в неё нельзя при необходимости забить ещё гвоздь-другой.
Четыре «мухи» следует сделать больших размеров – 30×30 мм – под направляющий 60-мм гвоздь и два крепёжных гвоздя. Располагать эти «мухи» следует так же, как и малые, направлением волокон поперёк лодки. Вклейку шпангоутов во вторую и третью секции (от кормового транца) производить сложнее в связи с тем, что в этих секциях вклеивается по два шпангоута: обшивка, положенная на перевёрнутый вверх дном шпангоут, норовит сложиться, шпангоут — вывалиться. Поэтому для тренировки сначала вклеил шпангоуты в кормовую и носовую секции. Место склейки шпангоута и обшивки надо обезжирить растворителем. Все «мухи», не исключая направляющие, устанавливаются кромками по линии среза обшивки и шпангоута, для лучшего контроля их совпадения (рис. 5) и линии забивания крепёжных гвоздей. Под направляющие гвозди сверлятся отверстия в «мухе», обшивке и шпангоуте во время примерки (рис. 4) ещё без клея так, чтобы оно попало в середину кромки шпангоута. Направляющую «муху» располагаю на краю обшивки днища, впритык к скуле, чтобы она в дальнейшем являлась наиболее мощной крепёжной «мухой» (рис. 5).
Последовательность выполнения работ такова. Шпангоут по месту будущей склейки прижимается (без клея) к обшивке днища двумя струбцинами (рис. 4а). Две-три направляющие «мухи» крепёжными гвоздями прибиваются к краям обшивки днища (к линии первой скулы). Гвозди забиваются неглубоко, лишь бы прихватить «муху». Затем через «муху» сверлится отверстие глубиной около 20 мм под направляющий гвоздь. Последний добивается ещё на 8 – 10 мм, то есть снаружи (над «мухой») остаётся более 30 мм направляющего гвоздя. После этого струбцины снимаются. Шпангоут опускается – шляпка направляющего гвоздя упирается в наружную плоскость направляющей «мухи». Между шпангоутом и внутренней поверхностью обшивки днища образуется щель, достаточная для нанесения эпоксидного клея на кромку шпангоута и край обшивки.
Если производить вклейку шпангоутов без привальных брусьев, то клей наносится на обшивку и шпангоут до уровня второй скулы или чуть выше. Затем шпангоут опять прижимается к обшивке струбцинами (это не отражено на рисунках). В направляющих «мухах» крепёжные гвозди забиваются так, чтобы над «мухой» оставалось около 5 мм гвоздя, которые загибаются. Сначала прибиваю «мухи» через 40 – 80 мм, а потом между ними ставлю ещё одну-две.
Аналогично прибиваются крепёжными «мухами» другие листы обшивки после первой скулы. На них направляющих гвоздей и направляющих «мух» нет, поэтому контролировать совпадение среза листов обшивки и плоскости шпангоута приходится руками, прижимая затем струбциной лист обшивки к шпангоуту, либо неглубоко забив крепёжный гвоздь без «мухи». Если шпангоут вклеивается без привальных брусьев, то листы борта выше второй скулы прибиваются одной-двумя «мухами». Выше бортовая обшивка к шпангоуту не приклеивается до установки привальных брусьев. Это связано с тем, что почти на всех секциях привальный брус имеет значительную кривизну и, будучи прикреплённым к обшивке борта, либо загнёт верхние концы шпангоутов, либо оторвёт склейку.
Таким образом, если производить вклейку шпангоута сразу полностью, необходимо задать кривизну самой верхней части бортовой обшивки. Для этого надо заранее изготовить привальные брусья с запасом по длине для замков (плюс ещё 10-30 мм) и прикрепить их шурупами снаружи к верхней кромке бортового листа. Однако после вклейки шпангоута привальный брус, скорее всего, надо будет переставлять и ровнять по соседним секциям. Кроме того, привальный брус не позволит забить наиболее важные верхние «мухи». Поэтому для вклейки шпангоутов я сделал технологические внутренние привальные брусья-кондукторы кривизны борта. (Кондукторы можно сделать оба сразу при изготовлении конструктивных привальных брусьев: надо просто взять доску достаточной ширины, тогда спиливаемая часть и будет кондуктором). Кондукторы прикрепляются к внутренней верхней части обшивки борта тремя шурупами. Кондуктор должен быть меньше на несколько миллиметров расстояния между шпангоутами секции. Необходимость задания кривизны верхней части обшивки борта кондукторами, при бесстапельной сборке – плата за разборную конструкцию (на неразборной лодке обшивка борта сама приобретает требуемую кривизну. После склейки шпангоутов и обшивки необходимо зашпаклевать щели между ними. Для этого подойдёт самая грубая и густая шпаклёвка.
Далее проклеивал внутри секции продольные стыки обшивки на скулах узкой лентой стеклоткани (шириной 30 мм). Перед этим места нанесения эпоксидного клея обезжирил ацетоном. Концы лент загибал и приклеивал к шпангоуту на всю высоту – 50 мм (рис. 6). Клей наносил лишь на края листов обшивки (по 15 мм) и 30-мм полосой – на шпангоут.
Рис. 6: Оклеивание стыков эпоксидным клеем и стеклотканиевыми лентами:
1 — пластиковая ёмкость с эпоксидным клеем (смола и закрепитель); 2 – одноразовая кисточка для нанесения эпоксидного клея; 3 – стыковочный шпангоут: 4 – фанерные листы обшивки секции лодки; 5 – ранее наклеенные стеклотканевые ленты, образовавшие после полимеризации эпоксидной смолы стеклопластик; 6 – слой эпоксидного клея, наносимый кисточкой на внутренние поверхности обшивки и шпангоута на места наклейки стеклотканевой ленты; 7 – стеклотканевые ленты склеивающие прямоугольные стыки обшивки и шпангоута; 8 – лопаточка для размешивания эпоксидной смолы и закрепителя
Стыки транцев с продольными листами обшивки также оклеиваются узкой стеклотканевой лентой.
После склеивания стыков и полимеризации смолы откусил кусачками снаружи проволочные скрутки.
Затем склеил стыки шпангоутов и транцев с листами обшивки. Перед этим проволочной щёткой зачистил и обезжирил места приклеивания стеклотканевых лент. Здесь эпоксидный клей наносится обильнее, чем на скулах обшивки, а оклейка стыков производится отрезками стеклотканевых лент с нахлёстом до 100 мм.
Одной длинной лентой оклеить стык без дефектов невозможно. Кроме того, оклейка отрезками стеклотканевых лент с нахлёстом упрочняет места, требующие такого усиления – продольные и поперечные сочленения деталей. Секции, на которых произведена наклейка лент, остаются на рабочем столе. В течение получаса качество наклейки контролируется и при необходимости исправляется.
Перед наклейкой следующего слоя стеклотканевых лент зачищаю предыдущий проволочной щёткой с помощью электродрели. При этом убираю отдельные стеклотканевые нитки, срезаю складки, вскрываю стеклопластиковые пузыри, образовавшиеся в местах скруток (но не полностью, а оставляя «чашки», чтобы при последующем нанесении эпоксидный клей задерживался в них). При этом наносятся царапины, способствующие более прочному приклеиванию следующих слоёв стеклотканевых лент. Если воздушный пузырь образуется над скруткой и после наклеивания второго слоя – операцию в этом месте нужно повторить. После зачистки производится обезжиривание ацетоном.
Количество наклеенных стеклотканевых лент – четыре, примерная ширина лент: 30, 45. 55, 62 мм. Уже первая наклеиваемая лента по ширине должна «гарантированно» перекрывать 10-мм проволочные скрутки.
Нарезание и подготовку к наклейке стеклотканевых лент произвожу обычными ножницами так, чтобы продольные нити стеклоткани не были перерезаны. Сразу напрашивается вариант вытаскивания продольной (по направлению реза) нитки из полотна стеклоткани (определяющей ширину ленты) и использования образовавшегося промежутка в качестве линии разметки’ при отрезке ленты ножницами.
Я пользовался этим способом на стеклоткани очень редкого переплетения (расстояние между нитками достигало диаметра самой нитки). Кроме этого, концы ниток не были закреплены. Нити вытаскивал с края полотна пинцетом. Если нитка не выступала за край полотна, поддевал ту шилом или иголкой в 10 -15 мм от края, вытаскивал пинцетом ка несколько сантиметров и уже пальцами выдёргивал её полностью.
На плотной стеклоткани нитки прижаты друг к дружке и закреплены на кромках рулона, и их очень сложно либо невозможно вытащить. Здесь применялась другая методика. Мягким карандашом на расстоянии от фая полотна, определяющем ширину ленты, на полотне делались метки через промежуток 100 – 150 мм. Предварительно из края полотна, который получился в результате отрезания предыдущей ленты, удалял перерезанные нитки, чтобы определить «настоящий» край. Затем с помощью короткой (150 – 200 мм) линейки эти метки соединял друге другом. Получалась ломаная линия реза. Нарезал четыре-пять лент, после чего операция определения «настоящего» края стеклоткани и вытаскивания ниток из края полотна повторялась – для коррекции направления реза.
Следует заметить, что при работе со стеклотканью редкого переплетения экономится время на разметку и нарезку лент. Но. главное то. что все места этой ленты при приклеивании значительно плотнее прилипают к склеиваемым поверхностям. В результате дефекты практически отсутствуют. Недостатком в данном случае является необходимость в наклейке большего количества полос стеклоткани, для обеспечения необходимой прочности.
Считаю возможным использование любых типов стеклоткани, особенно тогда, когда лодка делается в единственном экземпляре. Один совет. Если имеется и та и другая стеклоткань, то из плотной желательно нарезать узкие ленты (чем уже, тем меньше дефектов), а редкую пустить на оклейку первой.
Стеклоткань производится либо с пропиткой парафином, либо без. Отличить легко. Пропитанная стеклоткань – жёлтого цвета, а на ощупь – жирная.
Из пропитанной стеклоткани перед склейкой эпоксидным клеем парафин следует удалить: либо вымочить её в растворителе, либо прокалить. Критерием окончания отжига является отсутствие дыма, перестававшего выходить из стеклотканевых рулончиков лент. Я прокаливаю всякую стеклоткань.
ПРИВАЛЬНЫЕ БРУСЬЯ
Заготовки для внешних привальных брусьев имеют сечение 30×20 мм (рис. 7, 10). Позже, стало понятно, что толщина бруса должна быть хотя бы 25 мм, чтобы не усиливать замки, к примеру, металлическими накладками сверху и снизу, что даже проще и прочнее.
Скос делал рашпилем на нижней стороне привального бруса (которая крепится к обшивке борта), производя замеры угла между торцом шпангоута и обшивкой борта угломером (рис. 6а).
Привальные брусья поначалу крепятся к обшивке борта не менее чем пятью шурупами (изнутри секции). При склеивании деталей количество шурупов удваивается. Перед этим привальные брусья ровняются по верхним кромкам шпангоутов – это предварительное крепление необходимо для придания кривизны бортовой обшивке. Обшивка борта при этом может быть как чуть выше, так и ниже привального бруса. Если выше, то она стачивается шлиф-машинкой, если ниже, то это можно исправить эпоксидной шпаклёвкой.
Замки привальных брусьев соседних секций корпуса стыкуются «в полдерева» (рис. 7). Выступающий шип всегда находится снизу. Порядок чередования шипов замков привальных брусьев, выходящих за продольные габариты секции, можно увидеть на рисунке 10. Самая большая секция (вторая от кормы), в которую вкладываются все остальные секции при сборке, не имеет выступающих шипов замков привальных брусьев (чтобы не выступали из «чемодана», но об этом – позже).
Рис. 7. Замки привальных брусьев стыковочных шпангоутов:
1 – привальный брус; 2 – обшивка борта; 3 – стыковочный шпангоут
*отв. Ø6 сверлить одновременно с соседним привальным прусам при сомкнутом шике после сборки секций лодки с релиновыми прокладками
Приклеивание привальных брусьев к обшивке борта делается на собранных соседних секциях лодки. После нанесения эпоксидного клея на предварительно обезжиренные поверхности соответствующих сторон привальных брусьев и полосы приклеивания на обшивке борта замки соседних секций стягиваются струбцинами, после чего привальный брус прикручивается шурупами. Затем стяжные болты шпангоутов раскручиваются и секции разъединяются во избежание склеивания замков (исключить это можно, изолировав замки друг от друга полиэтиленовой плёнкой, но я до этого додумался позже).
Кормовой привальный брус вдвое толще бортовых (40×30 мм) — склеены две планки сечением 30×20 мм (рис. 7). Для использования подвесного мотора небольшой мощности снаружи к кормовому транцу от верхней планки привального бруса до обшивки днища приклеена вертикально доска сечением 135×16мм. В нижней планке сделан паз таких же размеров, доска вставлена в него и склеена с обеими планками. Для прижима при приклеивании доски опять использовались несколько кирпичей и толстых книг, обёрнутых в полиэтиленовые пакеты.
Привальные брусья кормового и носового транцев сопряжены с бортовыми привальными брусьями тоже шипами «в полдерева», но без клина (рис. 8. 9), После крепления их шурупами к обшивке борта в центре шипов просверлены отверстия диаметром 6 мм, для стяжки в процессе склейки болтами М6 с шайбами большого диаметра. На корме шипованное соединение бортовых привальных брусьев сделано лишь с верхней планкой кормового привального бруса (рис. 8). Привальные брусья носового и кормового транцев – прямолинейные (конечно же. их можно сделать и выпуклыми).
Рис. 8. Кормовой транец лодки (1-я секция):
1 – обшивка кормового транца (фанера s4 с горизонтальным расположением волокон внешних слоев); 2 – подмоторная доска (сеч. 135×16 для подвесного мотора малой мощности): 3 – верхняя планка кормового привального бруса (сеч. 30×20, с замками): 4 – нижняя планка кормового привального бруса (сеч. 30×20, с пазом для подмоторной доски); 5 – бортовые привальные брусья (сеч. 30×20); 6 – обшивка секции (фанера s4); 7 – 1-й стыковочный шпангоут (фанера s15); 8 – прокладка (резина s3)
*отв. Ø6 под технологические болты (заделываются шпатлёвкой после сборки (склеивания) секции
Рис. 9. Носовой транец лодки (4-я секция):
1 – обшивка носового транца (фанера s4 с горизонтальным расположением волокон внешних слоев); 2 – носовой (финальный брус (сеч. 30×20. с замками); 3 – бортовые привальные брусья (сеч. 30×20); 4 – обшивка секции (фанера s4); 5 – 3-й стыковочный шпангоут (фанера s15); 6 – прокладка (резина s3)
*отв. Ø6 под технологические болты (запаливаются шпатлёвкой после сборки (склеивания) секции
После приклеивания всех привальных брусьев к обшивке шлифовал их наждачной бумагой с помощью электродрели.
Полученная при этом древесная пудра была собрана, просеена и в дальнейшем использована для приготовления шпаклёвки Затем привальные брусья покрыл эпоксидной смолой.
РЕЗИНОВЫЕ МЕЖШПАНГОУТНЫЕ ПРОКЛАДКИ
Для изготовления резиновых прокладок между стыковочными шпангоутами пришлось купить лист 3-мм резины с рифлёной поверхностью (губчатой резины, как и старых камер от автомобильных колёс, не нашлось). Неровности менее 0,5 мм расположены хаотично. Наиболее рациональный раскрой резиновых прокладок такой же, как и стыковочных шпангоутов, только прокладок не шесть, а три. Разметку производил корректирующей жидкостью (для исправления ошибок в тексте). Секция с нужным шпангоутом ставится «на попа» на расстеленный лист резины нужным шпангоутом вниз (рис. 10) (выступающие части замков привальных брусьев можно свесить за край стола). На шпангоут сверху кладу два-три кирпича. Кисточкой корректора наношу на резину линию обвода шпангоута с приклеенной снаружи обшивкой. Линия имеет ширину местами даже более 5 мм – не беда. Ножницами вырезаем прокладку с запасом около 5 мм.
Рис. 10. Выкраивание резиновых прокладок с припусками (а) и отверстий в них иод болты для стыков шпангоугов(б):
1 – обшивка секции лодки; 2 – стыковочный шпангоут; 3 резиновая прокладка: 4 – бортовой привальный брус; 5 – «продавленник» (стальная трубка с Ø6х1 с острой фаской на конце и деревянной ручкой); 6 – стяжные болты М6 (10 шт. на стык); 7 – пузарёк с корректирующей жидкостью
Далее изготовил инструмент для проделывания отверстий в резиновых прокладках. Назову его – «продавник». Конечно, просверлить отверстия в резиновой прокладке можно и дрелью, но это будет не так аккуратно.
Внутренний диаметр рабочего органа «продавника» – трубки с острозаточенными на наждаке внешними краями – 5 мм.
Кладём на стол лист фанеры, на лист – вырезанную резиновую прокладку, а на прокладку – секцию корпуса. При этом последняя может иметь привальные брусья с шипами замка, выходящими за стыковочную плоскость шпангоута – тогда секция ставите» на край стола, чтобы шипы свешивались. «Продавником», давя и поворачивая его, прорезаем отверстия Ø5 мм. Вынимаем инструмент и велосипедной спицей выталкиваем резиновый валик из трубки. В полученное отверстие в прокладке сразу же для фиксации вставляем стяжной болт. После продавливания всех отверстий секция переворачивается «вверх ногами». Прокладка зачищается наждачной бумагой, закреплённой на деревянном бруске, обезжиривается ацетоном, намазывается клеем «Особо прочный Момент» (но вопреки инструкции, клей наносил лишь на одну из склеиваемых поверхностей – на прокладку и не выдерживал 15 минут). Сразу же на прокладку ставил соседнюю секцию и притягивал стяжными болтами с барашковыми гайками. Через 24 часа излишки прокладки, выходящие за обшивку и шпангоут, срезал заподлицо снаружи и изнутри лодки острым ножом. Болты после этого снимал.
Рис. 11. Корпус секционной сборно-разборной лодки «Джек Пот» (вид сверху):
1 – кормовой привальный брус; 2 – бортовой привальный брус: 3 – бортовая обшивка; 4 – скуловая обшивка; 5 – обшивка днища; 6 – дополнительная днищевая накладка (фанера s4); 7 – стыковочные шпангоуты; 8 – межшпангоутная резиновая прокладка: 9 – обшивка носового транца; 10 – носовой привальный брус
Корпус лодки в собранном состоянии; на кормовою транце выделяются не показанные на чертеже усиленный (вдвое толще) причальный брус и вертикальная подмоторная доска
Рис. 12. Схема укладки секций для транспортировки и хранения:
1 – секции лодки; 2 – резиновые уплотнительные прокладки, приклеенные к шпангоутам клеем «Особопрочный «Момент»: 3 – секционные части бортового привального бруса
* линии со стрелками покапывают порядок укладки секций одна в другую; полукопьцевые линии со стрелками показывают, что ша секция, перед вложением в другую секцию, разворачивается на 180°
После изготовления секций они собираются на болтах в единый корпус (рис. 11) или складываются одна в другую для транспортировки или хранения. Схема складывания лодки (какие секции, в какие вкладываются) изображена на рис. 12. Масса лодки – около 33 кг.
(Продолжение следует)
Л. РЖЕВСКИЙ, г. Обнинск, Калужская обл.
Рекомендуем почитать
- ПО АСФАЛЬТУ — С ЛОДОЧНЫМ МОТОРОМ Прочитав заголовок, можно подумать: мотор находится в ремонте. Ничего подобного. Этот пятисильный «Прибой» в отличном состоянии. Но установлен он не на лодке, а на оригинальном…
- «УНИВЕРСАЛ» ДЛЯ ЗАРЯДКИ АККУМУЛЯТОРОВ Малогабаритные дисковые аккумуляторы широко применяются в электронной аппаратуре и в радиолюбительском конструировании. Но заряжать их непросто. Тут мешают и чисто конструктивные…
Как делаются самодельные лодки из фанеры?
Небольшое, устойчивое, способное поднимать на борт 2-3 человека и одновременно легкое судно, имеющее возможности хождения, как с помощью весел, так и мотора или паруса, вполне возможно, создать и без специальной подготовки, ибо лодки такого класса создать по плечу и новичкам. И именно для таких самоделок, применяющих самые простые инструменты и ограниченных в средствах, самым доступным материалом является фанера.
Прочный и одновременно легко поддающийся обработке как с помощью электрических, так и ручных инструментов фанера очень широко применяется не только в строительстве маломерных судов, но и вполне солидных морских яхт.
Как ни странно, для самостоятельной постройки лодки самым необходимым условием является правильно подобранное помещение, в котором свободно можно расположить лодку, при этом обязательным условием является наличие вентиляции и при работе в холодную пору года отопления, способного поддерживать комфортную температур для работы и не допускать перепадов температуры воздуха.
При изготовлении чертежей понадобятся:
- чертежные принадлежности:
- карандаши;
- резинки;
- лекала;
- длинные металлические линейки и большие треугольники;
- рейсшина;
- картон и чертежная бумага;
- клей для бумаги;
- калькулятор;
В процессе постройки будут нужны:
- электрический лобзик;
- молоток;
- топор;
- струбцины (и скорее всего, очень много – как минимум 10 штук);
- кисти, шпатель металлический, шпатели резиновые;
- шуруповерт;
- рубанки ручные или электрорубанок;
- отвертки;
- стамески;
- степлер;
- пилы ручные и электрическая циркулярная пила;
В качестве материалов для изготовления рекомендуется:
- фанера стандартных размеров 1,5м *1,5м;
- доски – сосновые, дубовые:
- ткань для оклейки корпуса;
- шпаклевка для заделывания трещин и стыков листов;
- специальный водонепроницаемый клей;
- олифа натуральная или водоотталкивающая пропитка для дерева;
- краска масляная (в случае если владелец приверженец традиционного способа окраски корпуса) или специальная эмаль для корпусов суден;
- гвозди, шурупы, саморезы;
- металлическая полоса, металл для уключин и креплений;
Оптимальными параметрами для лодки из фанеры толщиной 4-5 мм является:
- общая длинна корпуса от носа до транца 4.5 метра;
- ширина поверху в самом широком месте корпуса – 1,05 метра;
- глубина лодки – 0.4 метра.
Главным элементом каркаса лодки является киль – основание, на которое крепятся все остальные части корпуса.
Нос лодки, образуемый форштевнем, крепится с одной стороны, а в корме – ахтерштевень. Это элементы, отвечающие за продольную жесткость конструкции. Они могут быть как из цельного дерева, так и составными – склеенными отдельными частями, и закрепленные гвоздями или шурупами.
Изгибы корпуса и поперечные формы образуются благодаря шпангоутам – поперечным элементам корпуса, придающим ему дополнительную жесткость. Доски поверху форштевня и ахтерштевня, соединенная со шпангоутами по обеим сторонам образуют борта.
Полученный таким образом каркас обшивается поверху фанерой.
Внутри лодки делается настил – слань, он, выполняет роль нижней палубы для того, чтобы не становиться на днище лодки.
Лодки для использования мотора, принципиально не отличаются от тех, которые предназначены под весла или парус. Основное отличие здесь заключается в том, что для крепления двигателя видоизменена корма – у них установлена транцевая доска или транец из многослойной фанеры, способной выдержать крепление двигателя.
Отдельные более современные лодки могут иметь и другие элементы маломерных судов такого класса – кокпит, палубные стрингеры, боковые стрингеры. Для обеспечения плавучести в таких лодках предусматриваются герметичные ниши для заполнения пеной способные держать лодку на поверхности в случае опрокидывания.
Чертежи самодельной разборной лодки
Составление чертежа фактически самый главный этап постройки судна. В отдельных случаях рекомендуется использовать чертежи, выкладываемые на сайтах и находящиеся в открытом доступе. Но и здесь необходимо проявлять максимальную внимательность и представлять все этапы роботы и составные элементы судна.
Масштабный чертеж рекомендуется строить на миллиметровой бумаге, такое построение позволит просчитать все детали корпуса.
Этап построения общего эскиза чертежа можно представить следующим алгоритмом:
- проводится осевая или диаметральная плоскость, это линия, делящая корпус по длине на две равные части. Поскольку лодка имеет симметричное изображение, то чертеж требует идеальной подгонки всех элементов.
- диаметральная плоскость (ДП) делится на одинаковые отрезки, это будут места расположения шпангоутов;
- вычерчивается вертикальная проекция лодки и проекция вид сверху;
- по поперечным линиям вычерчиваются планы шпангоутов;
- проверяется согласованность расположения и масштабы всех элементов.
- Составленный эскиз шпангоутов вычерчивается в масштабе 1:1, чертеж вычерчивать в таком масштабе рекомендуется на жесткой бумаге или картоне, делается это для облегчения переноса на фанеру или дерево.
- Плавность изгибов рекомендуется производить по отмеченным точкам с помощью металлической линейки, от борта к килю.
После проверки симметричности всех деталей они переносятся на картон. Такой картонный шаблон необходим для облегчения изготовления элементов из дерева. Шаблоны переносятся на дерево с точным соблюдением контуров, при этом не допускается добавление дополнительных припусков и увеличение размеров.
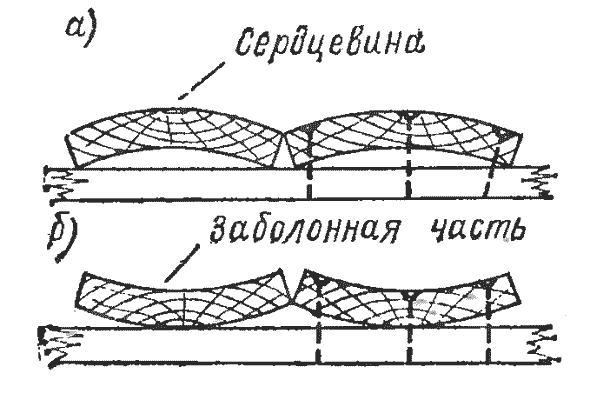
При переносе шаблонов на доски нужно соблюдать порядок расположения волокон, чтобы они как можно меньше шли поперек.
Центральная и кормовая секции одинаковы по конструкции и отличаются только размерами. Они состоят из двух переборок и продольных планок из многослойной фанеры толщиной 15 . 18 мм. Борта, днище и наружные стороны переборок, как и в первом случае, покрываются металлической (жестяной) обшивкой.
Сначала выпилите из фанеры переборки. Для облегчения конструкции электролобзиком выпилите внутреннюю часть переборки Затем подготовьте продольные пластины — планки из того же материала. Торцы среза фанеры обработайте крупным напильником, затем абразивной шкуркой и обязательно пропитайте несколькими слоями олифы.
Бруски для каркаса носового отсека и переборок изготовьте из хорошо просушенной сосны без сучьев Места стыков брусков подгоните как можно точнее. На переборках бруски крепите шрупами, предварительно проклеив их казеиновым клеем. После крепления и просушки клея бруски покройте двумя-тремя слоями олифы.
На чертежах проставлены основные размеры фанерных и брусковых деталей, при сборке и подгонке в некоторых местах придется отступить от указанных размеров в пределах 2…5 мм. Главное, чтобы были выдержаны основные габаритные размеры и не было искривления каркасов после сборки секции, чтобы сохранилась соосность секций и симметричность от осевой линии лодки.
После изготовления каркасов можете приступать к обшивке. Каждую плоскость каркаса должен покрывать цельный лист белой жести. Лучше всего прикладывать лист к плоскости и очерчивать по периметру, затем необходимо сделать припуск с каждой стороны. Ширину припуска сделайте разной (см. рис.). В месте соединения борта и переборки с днищем на листе борта и переборки припуск оставьте 10 мм, а у листа днища припуск составит 15 мм В месте соединения борта и переборки — на борту 10 мм, а на переборке 15 мм.
Предлагаем ознакомиться: Поплавочное удилище какое выбрать
Подгонку и загиб листовой обшивки производите непосредственно на каркасе. Сначала пассатижами отогните жестяные края по углам примерно на 90°. Сделав это, проследите, чтобы края соединяемых листов были параллельны. Когда параллельность краев будет установлена со всех сторон, можно загибать шов по всей длине начисто.
Первый загиб простучите на ригеле Затем сделайте второй загиб и после этого освободите обшивку от каркаса и закрепите шов, простучав его киянкой по всей длине, подложив с обратной стороны ригель. У вас должна получиться прямоугольная жестяная емкость, в которую вставьте соответствующий каркас с секции.
Проверьте, чтобы плоскости обшивки во всех местах плотно прилегали к деталям каркаса. Для этого лучше поставить секцию на ровный пол и наступить на продольные планки днища ногами. Прижимая таким образом каркас к обшивке, закрепите обшивку в верхней части бортов в нескольких местах. Затем можно основательно крепить обшивку к каркасу и начисто произвести окантовку верхнего обреза обшивки борта, отогнув двойным сгибом обшивку по всему верхнему периметру секции.
Пропайку швов производите большим слесарным паяльником. Применять паяльную лампу категорически нельзя — велика вероятность поджечь каркас. Если вы заранее знаете, что с пайкой не справитесь, то перед изготовлением швов (до первого загиба) необходимо обработать внутренние кромки листов автомобильным герметиком.
В последнюю очередь закрепите согласно чертежам соединительные разъемы секций. Размеры разъемов приведены на рисунке.
Осталось обработать все секции лодки красным суриком (лучше «морским») и после высыхания покрасить в ваш любимый цвет.
Весла к лодке лучше сделать из алюминиевых трубок. Хорошо бы подогнать трубки таким образом, чтобы они могли вставляться одна в другую, тогда можно сделать выдвижные весла, которые в собранном виде занимают мало места.
На рисунках показан один из вариантов устройства телескопических весел и их уключин.
Для полной непотопляемости лодки в случае ее переворота неплохо изготовить пенопластовые поплавки и закрепить их с внутренней стороны носового и кормового отсеков.
На сегодняшний день самыми популярными являются лодки по проекту «Stitch and glue», что переводится как «Сшей и склей», большая часть таких чертежей продается в натуральном масштабе, это делает процесс постройки более простым.
Одной из таких конструкций является «Север 520».
Север 520
Это чертежи под моторную лодку. Одновременно она сможет вмещать до 7 человек, есть и 2 спальных места. Ее длина составляет 5,2 м., а ширина 2,08. Двигатель рекомендуют ставить от 50 до 100 лошадиных сил.
Данная модель очень удобна и практична, но стоимость ее постройки превысит 100 тысяч рублей. Более доступной конструкцией является «Бриз-42».
Бриз-42
Вначале была модель «Бриз-26», она была рассчитана всего на двух человек, но на испытаниях хорошо себя зарекомендовала, поэтому было принято решение сделать более габаритный вариант. Так появился «Бриз-42».
От своего предшественника он получил внешность и узкое дно. Чертежи предусматривают багажные отсеки, палубу и ступеньку. В ней одновременно может находиться четыре человека. Используются весла, но можно установить и двигатель мощностью не больше 8 л.с.
Более сильные варианты приведут к дифференту хода, поэтому скорость не увеличится. Не страшна ей и плохая погода, есть возможность натянуть тент.
Для ее постройки своими руками используют дерево и листы фанеры. При довольно длинном корпусе (4,2 м.), вес составит всего около 60 кг. Водостойкие материалы обеспечивают нужную безопасность конструкции.
Среди компактных вариантов следует обратить внимание на тузик-картоп. Эту модель можно считать более современной модификацией «Золотой рыбки». У них почти одинаковая длина, но тузик немного шире, и отличается высокими бортами.
Плоское дно и высокий борт обеспечивают нужную безопасность конструкции. Такая лодка вмещает двух взрослых людей и одного ребенка. Она отлично подойдет для отдыха на водоеме или рыбалки. Есть возможность использовать парус. При этом масса составляет всего 35-40 кг, что позволяет без проблем перевозить ее на крыше автомобиля.
Нос лодки может показаться немного странным, но он очень функционален. Благодаря такому носу увеличивается грузоподъемность и придается высокая устойчивость на воде. Кроме того, такие формы значительно упрощают процесс сборки.
«Утка-2»
Такая конструкция очень популярна среди рыбаков и охотников. На нее ставят моторы малых мощностей, также у нее малая осадка, а это позволяет плавать по мелководью и в зарослях.
Также «Утка-2» хороша и для прогулок по водоемам, есть возможность установить парус.
Она легко вмещает двух взрослых людей с большой кучей снаряжения. Если в пути кончиться топливо или заглохнет мотор, то движение продолжается благодаря веслам.
Скорость средства при включенном моторе будет составлять до 25 км/ч, на веслах примерно 5-6 км/ч. Маленький плавник позволяет двигаться прямо при гребле.
Такой вариант отлично подойдет для начинающих судостроителей. Сделать своими руками ее несложно, а двигатели и фанера обойдутся недорого.
Если не удалось найти нужный чертеж, то его можно сделать самому. Чертежи и наши рекомендации о постройке прицепа для лодки смотреть тут.
Сборку его целесообразно начинать со средней части. Для этого подбираю прямые, одинаковой высоты и ширины рейки, которые устанавливаю на временных распорках длиной 120 и высотой 40 миллиметров и закрепляю винтами. На концах реек в вертикальной плоскости сверлю отверстия диаметром 4 миллиметра под винты М4 для последующего крепления опорных планок из 10-миллиметровой фанеры. После установки и закрепления планок на эпоксидном клее и винтах с двух сторон, а также упоров по размерам шпангоутов и ограничительных планок временные распорки снимаю. Чертеж каркаса лодки
Далее должны быть тщательно пригнаны носовая и кормовая части кильсона к средней части и установлены мерные распорки. Внутренние стороны реек с одного конца рубанком нужно свести на конус (5Х 50 миллиметров), затем собрать их с пластинами носовой и кормовой частей кильсона и закрепить заклепками диаметром 3 миллиметра. Сопрягаемые поверхности носовой и кормовой частей должны плотно, без зазора входить во внутреннюю полость средней части кильсона. Выполнив общую сборку частей кильсона между собой, а также с форштевнем и ахтерштевнем, в вертикальной плоскости на концах реек сверлю отверстия диаметром 4 миллиметра — под крепление упорных (фиксирующих) планок винтами и гайками М4.
Для большей прочности и жесткости соединений частей кильсона с опорными и упорными планками перед их установкой наношу на зачищенные контактирующие поверхности клеевой состав из эпоксидного компаунда — 100 частей и полиэтиленполиамина -12 частей по весу. Склеиваемые детали выдерживаю под нагрузкой в течение суток.
Ахтерштевень и форштевень (рис. 1)
устанавливаю в процессе общей сборки. Нижний конец закрепляю с помощью заклепок диаметром 3 миллиметра; верхнее отверстие диаметром 4,2 миллиметра сверлю после установки ахтерштевня и форштевня под углами 10 и 20 градусов по шаблону. Крепление производится винтами и гайками М4.
Шпангоуты (рис. 3)
выполнены из реек сечением 17X20 миллиметров. Боковые ветви и основания соединены между собой заклепками и косынками Длину основания и угол скоса р выбираю по таблице
(см. рис. 3)
.
Угол наклона боковых ветвей носового шпангоута равен 15°, остальных — 10°. Боковые ветви устанавливаю шарнирно и фиксирую по шаблону, вырезанному из картона. Через отверстия в косынках сверлю отверстия в боковых ветвях под заклепки диаметром 3 миллиметра и винты М4, в соответствии с размерами, указанными на рис. 3.
При окончательной сборке каркаса на верхней части основания шпангоутов 4 и 11
(рис. 1)
устанавливаю верхний и нижний замки для крепления настила и шпангоута к кильсону. На боковых ветвях с наружной стороны устанавливаю петли для крепления верхних стрингеров к шпангоутам, а с нижней части — застежку для соединения нижних стрингеров со шпангоутами.
Транец (рис. 4)
сделан из реек сечением 15Х 20 миллиметров.
Он состоит из двух боковых ветвей, соединенных между собой основанием и рейкой верхней с помощью косынок, заклепок и винтов М4. Соединения шарнирные, что позволяет детали складывать в чехол. На ахтерштевне транец закрепляется уголками и нижним замком.
Стрингеры (рис. 5)
изготовляю из гибких реек сечением 20 X 12 и длиной 1100 миллиметров, соединенных между собой с помощью шарнирных замков.
С носовой и кормовой сторон окончательно собранных стрингеров устанавливаю проушины, а также крючки. При этом носовую проушину и соединительные крючки навешиваю после окончательной установки шпангоутов на кильсоне, закрепления форштевня и ахтерштевня: Сначала монтирую нижние стрингеры, после чего по фактической длине устанавливаю верхние стрингеры.
Уключину в сборе (рис. 6)
закрепляю на рейке уключины
(рис. 1),
которую устанавливаю по месту в процессе общей сборки каркаса с помощью винтов и гаек-барашков М5.
Весло сборное (рис. 7)
состоит из рукояти, замка и лопасти. Замок весла имеет скос и два кольца диаметром 40 миллиметров, закрепленные неподвижно с помощью шурупов и эпоксидного клея. Скос и кольца тщательно подгоняю, чтобы между ними не было зазоров и люфта, пропитываю водостойким лаком, просушиваю, соединяю окончательно и сверлю отверстие диаметром 4,5 миллиметра под винт М4 и гайку-барашек.
Лопасть весла делаю из фанеры или алюминиевого листа толщиной 1,0—1,5 миллиметра. Фанеру выгибаю по шаблону, сушу, шлифую и покрываю водостойким лаком. Из алюминиевого листа изготовить лопасть значительно проще: достаточно вырезать по контуру, зачистить острые кромки, выгнуть по шаблону и по краям сделать ребра жесткости. Прикрепляю лопасть к стержню с помощью заклепок диаметром 3 миллиметра.
Общую сборку каркаса выполняю в следующей последовательности. Собираю кильсон, устанавливаю шпангоуты, транец, стрингеры нижние, стрингеры верхние и закрепляю их в соответствии с приведенными на чертежах узлами крепления. В нижних стрингерах проушины необходимо выгнуть под углом 90°, чтобы можно было крепить их к транцу винтами М4. В носовой части проушины устанавливаю по месту после закрепления распорок кормовых и распорок форштевня. Закрепив верхние стрингеры к транцу и форштевню, устанавливаю крючки (см. позицию 3 на рис. 5)
с помощью шурупов 2,5Х 10 миллиметров. Если древесина очень плотная, то под шурупы приходится сверлить отверстия диаметром 2 миллиметра. Когда каркас окончательно собран, запиливаю острые края, шлифую мелкой наждачной шкуркой, а затем устанавливаю днищевые распорки
(позиция 10 на рис. 1)
.
Каркас необходимо подвергнуть испытанию под статической нагрузкой, для чего устанавливаю его на двух опорах, расположенных на одинаковом расстоянии от центра, и в средней части прикладываю нагрузку в 20 килограммов, последовательно увеличивая ее до 40, 60, 70 килограммов. После этого разгружаю каркас, последовательно уменьшая нагрузку кратно 20. Осматриваю все детали кильсона, стрингеров, в случае появления дефектов исправляю их.
Поверхности всех деревянных частей каркаса после тщательной шлифовки, зачистки заусенцев и острых кромок покрываю водостойким лаком в три слоя. Каждый слой нужно просушить в течение времени, указанного в правилах пользования лаком.
Обшивку изготовляю из легкого брезента, ширина которого должна быть достаточной, чтобы покрыть все днище до ватерлинии. Боковую сторону выше ватерлинии обшиваю плотной и прочной палаточной или другой подходящей тканью. Если необходимо соединить два куска ткани, это надо делать на швейной машине нитками № 10 или № 12 или вручную кордовыми либо парусными нитками в две строчки. В случае ручной сшивки поверхности брезента покрываю два-три раза резиновым клеем.
На каркас, поставленный на опорах днищем вверх, натягиваю обшивку, мелом размечаю места соединения кормовой и носовой частей, а также места ушивки клиньев по обводам лодки. Вначале сшиваю кормовую часть обшивки как наиболее сложную по конфигурации, а затем носовую. К верхней части обшивки прикрепляю временные антапки, через которые пропускаю веревки, предназначенные для равномерного натягивания ее по длине и ширине. Размечаю верхний обрез обшивки, дважды подворачиваю его и прошиваю двойным швом. Равномерно по всей длине верхней части обшивки пришиваю крючки, которыми она закрепляется на верхнем стрингере.
Процесс изготовления
Условно процесс изготовления содержит следующие этапы:
- перенос чертежа на шаблоны;
- вычерчивание шпангоутов, перенос на дерево;
- выкладка киля;
- установка форштевня;
- крепление шпангоутов;
- закрепление ахтерштевня или транцевой доски (для моторных лодок).
- обшивка днища фанерой;
- обшивка бортов;
- проклейка стыков листов, стрингеров;
- шпаклевка, покраска корпуса.
Корпус лодки
Остов лодки, его корпус собирается из готовых деталей, при этом сам процесс требует аккуратности подгонки всех элементов как в горизонтальной, так и в вертикальной плоскости.
Крепление шпангоутов к килю проводится сначала временно, а после окончательной проверки окончательно с таким расчетом, чтобы во время установки обшивки, когда корпус переворачивается килем вверх, все элементы были надежно закреплены.
Жесткость бортов во много зависит от того насколько прочно закреплены они на футоксах, и как сами футоксы могут обеспечивать жесткость конструкции. Конструктивно, шпангоут лодки состоит их трех основных частей – флортимберса и двух футоксов.
Флортимберс – часть шпангоута являющаяся основанием для крепления днища и прикрепляемая к килю судна. Футоксы – это боковые части на которые крепятся борта. Место соединения флортимберса и футоксов делается немного шире, от такого решения выигрывает прочность конструкции. Такое решение необходимо, прежде всего для судов, предназначенных для установки двигателя, чтобы обеспечить запас прочности.
Сложная форма форштевня должна обеспечивать не только отличную форму, но и прочность, ведь нос судна испытывает дополнительные нагрузки при движении. Лучшим материалом для форштевня является дуб, можно использовать и вяз как очень прочную породу дерева.
Наилучшим вариантом может быть элемент имеющий естественный изгиб, но если такового нет, можно использовать и деталь, собранную из нескольких частей, склеенных по продольной оси лодки или поперек. Технология изготовления проста сначала проводится изготовление элемента по форме корпуса, а потом обтачиваются кромки для плотного прилегания бортов.
Делаем киль
Киль в такой модели плавательного средства является самой простой конструкцией – это обычная доска толщиной 25-30 мм, длиной 3,5 метра.
Бортовые доски
Бортовые доски выбираются ровные, без сучков и мест поражения грибком и гнили, Ширина доски 150 мм, длина 5 метров.
Транец
В различных моделях транец делается для крепления мотора. Транцевая доска или транец собирается из доски толщиной 25 мм, или многослойной фанеры, усиленной сверху бруском. Такое усиление позволяет более прочно зажимать струбцину крепления двигателя.
Предлагаем ознакомиться: Ручной насос для лодки пвх
Каркас лодки
Последовательность сборки каркаса:
- выкладка киля;
- установка штевней;
- разметка по килю мест установки шпангоутов;
- установка шпангоутов;
- соединение шпангоутов, штевней и транца бортовыми досками;
- проверка геометрии, окончательное закрепление деталей.
- Места соединения деталей перед креплением рекомендуется обработать водоотталкивающим составом или пропитать олифой.
По вырезанным шаблонам выпиливаются из листов фанеры детали днища и бортов.
Далее:
- каркас переворачивают вверх килем;
- наружные поверхности киля и шпангоутов зачищают, делают поверхность идеально ровной;
- места соединения киля, шпангоутов, стрингеров промазывают клеем;
- укладывают детали днища, фиксируют с помощью степлера, а далее пробивают гвоздями;
- бортовые элементы сначала примеряют, а потом по аналогии с днищем проклеивают и прибивают гвоздями, с таким условием, чтобы не было зазора между полотном днища и бортов.
- При установке полотен, необходимо следить, чтобы волокна наружного слоя шпона были направлены вдоль корпуса не поперек.
Клеевые работы
Клеевые работы, проводимые на разных этапах постройки судна связаны с созданием прочного соединения склеиваемых деталей, заполнения полостей между деталями.
Для улучшения защиты фанерной обшивки от воздействия воды поверх фанеры приклеивается стеклоткань. Такое решение позволяет существенно продлить ресурс лодки. Ткань равномерно разглаживается по поверхности, при этом не допускается оставление складок ткани и воздушных пузырей. Приклеивание происходит от киля к бортовым доскам.
Покраска
После полного высыхания ткани проводится шпаклевка поверхности и последующая покраска. Для шпаклевки рекомендуются современные готовые шпаклевочные смеси на синтетической основе. Покраска может проходить в два этапа – грунтовка и покраска краской, или покрытие двумя слоями краски.
Корпус лодки
Особенностей действительно много, поэтому давайте их детально рассмотрим:
- Работа с деревом. Первая и главная особенность – умение работать с деревянными конструкциями и с деревом в частности. Нужно понимать, какие доски лучше всего выбрать, как их правильно изгибать, какие нагрузки может выдержать тот или иной материал. Перед началом работы лучше всего подготовится и почитать книги по работе с деревом. Найти их очень легко, они имеются в свободном доступе в сети Интернет.
- Выбор материалов для сборки. Помимо древесины необходимо сразу определиться с другими материалами, которые помогут скрепить лодку и защитить её от протекания. Они должны подходить для материала, который был выбран и хорошо с ним взаимодействовать.
- Место сборки. Для изготовления обязательно понадобится достаточно много места, а также времени. У профессионалов на изготовление и сборку может уйти от 4 до 10 дней, в зависимости от сложности. Новичку же понадобится в несколько раз больше времени. Именно поэтому важно выбрать сухое и удобное место.
- Инструменты. Для облегчения и ускорения процесса понадобится целый ряд инструментов (который рассмотрим позже). Помимо этого желательно иметь дополнительную пару рук на некоторых этапах сборки.
Это основные особенности, которые необходимо знать, но по ходу работы, вполне вероятно, придется столкнуться и с другими.
Чертеж лодки из досок для самостоятельного изготовления
Один из важнейших этапов на стадии планирования. От размера зависит вместимость, грузоподъемность и вес. Очень важно соблюдать правильные габариты, чтобы лодка была устойчивой на воде.
Их можно менять на свое усмотрение, но в пределах разумного:
- Длина всей конструкции. Длина может колебаться от двух до четырех метров. Если судно рассчитано на одного, то длина должна быть 1.8 – 2.5 метров. Два человека – примерно 3 метра. Три человека – 3.5 – 4 метра. Лодка длиной 3 – 4 метра вполне может выдержать до 5-6 человек, вопрос здесь больше в комфорте.
- Ширина. Тоже один из основных критериев. Средние показатели ширины 1 – 1.5 метров. Чем больше ширина, чем устойчивее чудно. С другой стороны, чем больше ширина, тем меньше маневренность. Необходимо найти золотую середину. Она для каждого разная в зависимости от тела человека, груза, который будет перевозиться, а также длинны всей конструкции.
- Высота борта. Средняя и рекомендованная высота борта – 50 сантиметров. Опять же сделать её можно как выше, так и ниже, в зависимости от желания.
Именно отталкиваясь от данных габаритов, необходимо будет делать все детали в дальнейшем. На глаз определить эти габариты сложно, поэтому лучше всего сделать чертеж для наглядности.
Переходя к чертежам сразу нужно сказать, что необязательно иметь талант к черчению. В данный момент чертеж можно сделать, не имея подобных навыков онлайн в Интернете. Можно сделать трехмерную модель, которая будет соответствовать всем требованиям и желаниям.
На чертеже помимо основных размеров нужно сразу определиться с размерами других, более мелких, но не менее важных деталей. Лучше всего сделать чертежи и для них отдельно, чтобы в дальнейшем не пришлось их подгонять.
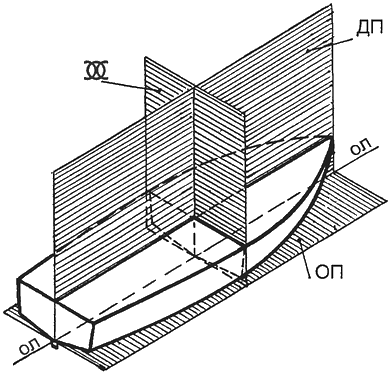
Базовые плоскости, необходимые для построения теоретического чертежа корпуса лодки
Разобравшись со всеми теоретическими вопросами, переходим к практике. Сбор всех инструментов и материалов и подготовка их к работе финальная часть подготовки, поэтому к данному процессу необходимо отнестись с особенной внимательностью.
Рассмотрим перечень инструментов и инструментов, которые понадобятся при сборке:
- Лучше всего брать древесину, которая как минимум год пролежала в сухом месте на ровной поверхности
Доски, которые послужат основным материалом. Лучше всего выбрать сосну или ель. Она отлично подходит для подобных целей благодаря своим характеристикам. Доски должны быть без трещин и выпадающих сучьев. Многие считают, что доска должна быть вообще без сучков, но это заблуждение. Они никак не повредят лодке, если крепко держаться. Проверить это можно ударив по ним молотком или даже кувалдой. Подобный краш-тест во многих сразу вселяет понимание всей ситуации. Помимо этого лучше всего брать древесину, которая как минимум год пролежала в сухом месте на ровной поверхности. - Полиуретановый клей.
- Гвозди. Понадобятся гвозди разной длины, в большом количестве. Но нужно понимать, что часто их можно будет заменить шурупами.
- Шурупы. Как и гвозди, они должны быть разной длинны.
- Шуруповерт и дрель. Шуруповерт подойдет любой, а вот дрель необходима не очень мощная, чтобы она не расколола древесину. Можно использовать даже ручную дрель. Не рекомендуется заменять дрель перфоратором.
- Электролобзик.
- Наждачная бумага.
- Рулетка.
- Пакля.
- Водоотталкивающая краска (в большом количестве).
- Кисти для нанесения краски.
- Смола. Ею можно заменить клей, хотя работа с ней требует большего внимания и умения.
- Шприц, для нанесения клея в труднодоступные места.
- Паракорд. Понадобится для придания бортам необходимой формы. Можно заменить другими плотными веревками, которые способны выдерживать большие нагрузки.
- Листы металла (могут послужить отличным дном для лодки, а также при их помощи можно хорошо скрепить некоторые детали).
- Антисептик. Понадобится для пропитки древесины.
- Лак. Желательно использовать качественный лак для яхт.
Это основной перечень того, что пригодится при сборке. Помимо этого в процессе могут пригодиться другие инструменты. Например, ножовка, молоток, зажимы и прочее.
Подбор досок для обшивки днища лодки-плоскодонки
Корпус лодки
Особенности изготовления
Особенностей действительно много, поэтому давайте их детально рассмотрим:
- Работа с деревом. Первая и главная особенность – умение работать с деревянными конструкциями и с деревом в частности. Нужно понимать, какие доски лучше всего выбрать, как их правильно изгибать, какие нагрузки может выдержать тот или иной материал. Перед началом работы лучше всего подготовится и почитать книги по работе с деревом. Найти их очень легко, они имеются в свободном доступе в сети Интернет.
- Выбор материалов для сборки. Помимо древесины необходимо сразу определиться с другими материалами, которые помогут скрепить лодку и защитить её от протекания. Они должны подходить для материала, который был выбран и хорошо с ним взаимодействовать.
- Место сборки. Для изготовления обязательно понадобится достаточно много места, а также времени. У профессионалов на изготовление и сборку может уйти от 4 до 10 дней, в зависимости от сложности. Новичку же понадобится в несколько раз больше времени. Именно поэтому важно выбрать сухое и удобное место.
- Инструменты. Для облегчения и ускорения процесса понадобится целый ряд инструментов (который рассмотрим позже). Помимо этого желательно иметь дополнительную пару рук на некоторых этапах сборки.
Это основные особенности, которые необходимо знать, но по ходу работы, вполне вероятно, придется столкнуться и с другими.
Чертеж лодки из досок для самостоятельного изготовления
Определяемся с размерами
Один из важнейших этапов на стадии планирования. От размера зависит вместимость, грузоподъемность и вес. Очень важно соблюдать правильные габариты, чтобы лодка была устойчивой на воде.
Их можно менять на свое усмотрение, но в пределах разумного:
- Длина всей конструкции. Длина может колебаться от двух до четырех метров. Если судно рассчитано на одного, то длина должна быть 1.8 – 2.5 метров. Два человека – примерно 3 метра. Три человека – 3.5 – 4 метра. Лодка длиной 3 – 4 метра вполне может выдержать до 5-6 человек, вопрос здесь больше в комфорте.
- Ширина. Тоже один из основных критериев. Средние показатели ширины 1 – 1.5 метров. Чем больше ширина, чем устойчивее чудно. С другой стороны, чем больше ширина, тем меньше маневренность. Необходимо найти золотую середину. Она для каждого разная в зависимости от тела человека, груза, который будет перевозиться, а также длинны всей конструкции.
- Высота борта. Средняя и рекомендованная высота борта – 50 сантиметров. Опять же сделать её можно как выше, так и ниже, в зависимости от желания.
Именно отталкиваясь от данных габаритов, необходимо будет делать все детали в дальнейшем. На глаз определить эти габариты сложно, поэтому лучше всего сделать чертеж для наглядности.
Переходя к чертежам сразу нужно сказать, что необязательно иметь талант к черчению. В данный момент чертеж можно сделать, не имея подобных навыков онлайн в Интернете. Можно сделать трехмерную модель, которая будет соответствовать всем требованиям и желаниям.
На чертеже помимо основных размеров нужно сразу определиться с размерами других, более мелких, но не менее важных деталей. Лучше всего сделать чертежи и для них отдельно, чтобы в дальнейшем не пришлось их подгонять.
Базовые плоскости, необходимые для построения теоретического чертежа корпуса лодки
Необходимые материалы и инструменты
Разобравшись со всеми теоретическими вопросами, переходим к практике. Сбор всех инструментов и материалов и подготовка их к работе финальная часть подготовки, поэтому к данному процессу необходимо отнестись с особенной внимательностью.
Рассмотрим перечень инструментов и инструментов, которые понадобятся при сборке:
- Лучше всего брать древесину, которая как минимум год пролежала в сухом месте на ровной поверхности
Доски, которые послужат основным материалом. Лучше всего выбрать сосну или ель. Она отлично подходит для подобных целей благодаря своим характеристикам. Доски должны быть без трещин и выпадающих сучьев. Многие считают, что доска должна быть вообще без сучков, но это заблуждение. Они никак не повредят лодке, если крепко держаться. Проверить это можно ударив по ним молотком или даже кувалдой. Подобный краш-тест во многих сразу вселяет понимание всей ситуации. Помимо этого лучше всего брать древесину, которая как минимум год пролежала в сухом месте на ровной поверхности. - Полиуретановый клей.
- Гвозди. Понадобятся гвозди разной длины, в большом количестве. Но нужно понимать, что часто их можно будет заменить шурупами.
- Шурупы. Как и гвозди, они должны быть разной длинны.
- Шуруповерт и дрель. Шуруповерт подойдет любой, а вот дрель необходима не очень мощная, чтобы она не расколола древесину. Можно использовать даже ручную дрель. Не рекомендуется заменять дрель перфоратором.
- Электролобзик.
- Наждачная бумага.
- Рулетка.
- Пакля.
- Водоотталкивающая краска (в большом количестве).
- Кисти для нанесения краски.
- Смола. Ею можно заменить клей, хотя работа с ней требует большего внимания и умения.
- Шприц, для нанесения клея в труднодоступные места.
- Паракорд. Понадобится для придания бортам необходимой формы. Можно заменить другими плотными веревками, которые способны выдерживать большие нагрузки.
- Листы металла (могут послужить отличным дном для лодки, а также при их помощи можно хорошо скрепить некоторые детали).
- Антисептик. Понадобится для пропитки древесины.
- Лак. Желательно использовать качественный лак для яхт.
Это основной перечень того, что пригодится при сборке. Помимо этого в процессе могут пригодиться другие инструменты. Например, ножовка, молоток, зажимы и прочее.
Подбор досок для обшивки днища лодки-плоскодонки
Процесс изготовления
Переходим к самому интересному, процессу изготовления. Представим его в виде пошаговой инструкции.
Тут нет места спешке и недочетам, поэтому делаем все предельно внимательно и четко:
- Заранее подготовленная деталь по чертежам, которая послужит задним бортом, теперь должна отлично подходить по габаритам
Первый этап изготовления всех деталей по чертежам и их подготовка. Сюда входит подготовка бортов. Две широкие (которые послужат бортами) необходимо подготовить, убрав с них опасные места. Для этого пригодится напильник и наждачная бумага. - Далее с одной стороны каждой доски отпиливаем край под углом в 45 градусов. С заиленных концов снимаем фаску таким образом, чтобы при соприкосновении обе доски идеально подходили друг к другу и не имели зазора. Это будет носовая часть лодки.
- Теперь необходимо закрепить их в таком положении. Для этого переем треугольный брусок и с внутренней стороны плотно прикладываем на стык. При необходимости все подгоняем и намертво скрепляем борта с данным бруском при помощи гвоздей или шурупов. Для того чтобы эти места не протекали, края соприкасающихся досок необходимо пропитать сначала антисептиком, а после смолой или клеем, а только после скреплять.
- Теперь бортам необходимо придать необходимую форму. Необходимо взять паракорд и обвязать его вокруг бортов придавая желанную форму. Чтобы все получилось, внутри устанавливаем распорки, которые должны быть такой же ширины, как и ширина будущего судна. Сделать все самому на этом этапе сложно, поэтому лишняя пара рук не помешает.
- Придав бортам форму, можно переходить к задней части лодки. Заранее подготовленная деталь по чертежам, которая послужит задним бортом, теперь должна отлично подходить по габаритам. Крепко прикрепляем её к бортам при помощи клея, а также гвоздей или шурупов.
- Теперь, когда основа лодки готова, можно переходить к созданию дна. Его можно сделать из листов металла или из дерева.
- В случае с металлом, вырезаем лист, который по размерам будет на несколько сантиметров шире дна лодки, и крепим это к бортам. Важно понимать, что именно на этих стыках чаще всего бывают протечки. Поэтому для крепежа не жалеем клея или смолы на стыках, а шурупы или гвозди забиваем на расстоянии 1.5 – 2 см друг от друга по всем контуру. Для надежности и лучшей защиты от протекания на стыках можно использовать паклю. Выступающий по краям металл при помощи молотка плотно загибаем к бортам.
- В случае с деревянным дном все немного сложнее. Лучшего всего делать его из одной широкой доски, которая может закрыть сразу все дно. Придаем ей необходимую форму и поступаем с ней, так же как и в случае с металлом.
- На этом этапе лодка уже почти готова. Теперь необходимо обработать её антисептиком, устранить все возможные зазоры, через которые может поступать вода и покрасить в несколько слоев водоотталкивающей краской. Далее покрываем все это лаком для яхт. Перед нанесением каждого нового слоя, необходимо предыдущему дать полностью высохнуть.
- Последний этап – внутренняя отделка. Можно установить скамейки, подставки для ног и другие «фишки», которые только пожелает конструктор.
Тестирование лодки
После создания и сбора судна переходим к его тестированию.
Тестировать лодку можно по-разному, но лучше всего во сколько этапов:
- Первый тест на проверку водонепроницаемости можно сделать во дворе. Для этого переворачиваем лодку и устанавливаем её на какую-то опору (стулья, скамейки, стол). Далее выливаем на неё большое количество воды. Для этого лучше всего использовать шланг и «поливать» минут 5 -10. После этого лодку можно перевернуть и проверить, попала ли внутрь вода.
- Теперь, зная, что шхуна не пропускает воду, можно перейти к выходу на большую воду. Точнее говоря испробовать её в деле. Настоятельно рекомендуется первые полчаса не выплывать на большую глубину, ведь если что-то сделано не так и лодка начнет быстро набирать воду, достать на мели её куда легче.
Настоятельно рекомендуется первые полчаса не выплывать на большую глубину
Блиц-советы
Давайте рассмотрим несколько советов, которые могут пригодиться новичку в нелегком деле конструирования и сборки:
- При сборке не стоит жалеть материалов. Например, при скреплении бортов с дном лодки стоит потратиться лишнее время, но плотно пройтись по всем стыкам клеем или смолой. В дальнейшем подобные погрешности исправить будет очень сложно.
- Делать с запасом. Лишние части всего можно убрать, например, отпилить брусок в носу лодки. Это касается и всех остальных деталей.
- Перед тем как использовать большие гвозди или шурупы, желательно сделать для них отверстия при помощи дрели. Это позволит предотвратить появление трещин.
- Не стоит скупиться на материалы. Чем качественней древесина, тем дольше и лучше она прослужит в дальнейшем.
Фото советы как сделать лодку своими руками
Обратите внимание!

Лодочный мотор своими руками — советы начинающим, проекты, чертежи и пошаговое описание постройки основных узлов и элементов (видео + 120 фото)
Кормушка для зимней рыбалки — секреты использования и техника прикармливания рыбы в зимний период (115 фото)

Донные снасти — самые эффективные виды оснастки и особенности техники заброса (95 фото и видео)
Читайте здесь Балда на окуня — снасти и советы как выловить окуня правильно. 115 фото и видео ловли окуня
Помогите проекту, поделитесь в соцсетях 
0